What is Cpk?
What is Cpk?
Cpk is a common statistical tool used to assess process capability. Cpk represents the “Within Capability” of the process. This short-term capability can be thought of as perfecting the internal process. Likewise, Ppk represents “Overall Capability”. Learn more about Ppk here.
What does Cpk stand for?
C = capability
p = process
k = katayori
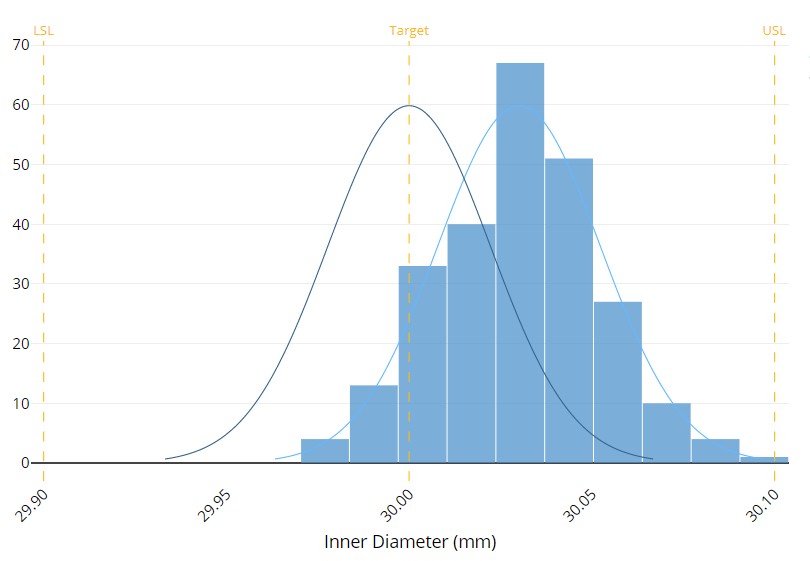
Katayori is a Japanese term for deviation or offset. It references the amount of potential capability lost due to poor centering of the process.
What about Cp?
Cp is a capability index related to Cpk. Both Cp and Cpk are calculated using the standard deviation within the subgroups. The Cp statistic gives an indication of the “narrow-ness” of the data range. When the Cp is larger, the distribution of the data is tighter. In other words, there is more whitespace between the data and the customer specification limits. Learn about creating Cp and Cpk statistics in TRENDABLE with our Lesson Videos.
Cp and Cpk Interpretation
The Cpk statistic gives an indication of where the center of data distribution is relative to the customer specification limits and taking into account the range of the distribution. It is calculated by subtracting the data mean from the nearest customer specification limit and dividing by half the short-term range.
Cp and Cpk are related and should be evaluated together. It is generally desirable to have Cp and Cpk values of at least 1.67 – the larger the better. If Cp and Cpk are equal, then the process is centered.
How can Cpk improve?
Cp and Cpk can be improved by making changes to the process. Consider adjusting machinery, changing methods, and training or retraining operators. Ultimately, if short term capability is a serious problem, a full process re-design may be the only solution.